分类: TIMIGA






Prediction for Hot Runner Technology

In the development of the plastics processing industry, hot runner technology continues to grow robustly.
The industrial sector will face the following demands
Customers demand higher expectations for quality
Enhance the potential to eliminate failures in the use of hot runner systems, particularly in new molding processes that incorporate hot runner technology (e.g., decorative panels, gas-assisted injection molding), enabling easier processing of new engineering plastics;
Reduce manufacturing costs by requiring full automation, reliability, shorter lead times, and increased production output.Recent advancements in material technology, heating systems, and automated control are being applied. However, it is insufficient for only specialized companies to address these challenges. The results are evident not only in the quality and reliability of hot runner system components but also in price-performance ratios that increasingly favor effectiveness.
Despite these advancements, hot runner systems remain sensitive equipment requiring skilled operation and maintenance. They have inherent limitations and drawbacks. Hot runner technology is continually evolving to mitigate these shortcomings.
Enhance the potential to eliminate failures in the use of hot runner systems, particularly in new molding processes that incorporate hot runner technology (e.g., decorative panels, gas-assisted injection molding), enabling easier processing of new engineering plastics;
Reduce manufacturing costs by requiring full automation, reliability, shorter lead times, and increased production output.Recent advancements in material technology, heating systems, and automated control are being applied. However, it is insufficient for only specialized companies to address these challenges. The results are evident not only in the quality and reliability of hot runner system components but also in price-performance ratios that increasingly favor effectiveness.
Despite these advancements, hot runner systems remain sensitive equipment requiring skilled operation and maintenance. They have inherent limitations and drawbacks. Hot runner technology is continually evolving to mitigate these shortcomings.
Key Development Areas for Hot Runner Systems
Faced with industry demands, the following advancements are critical:
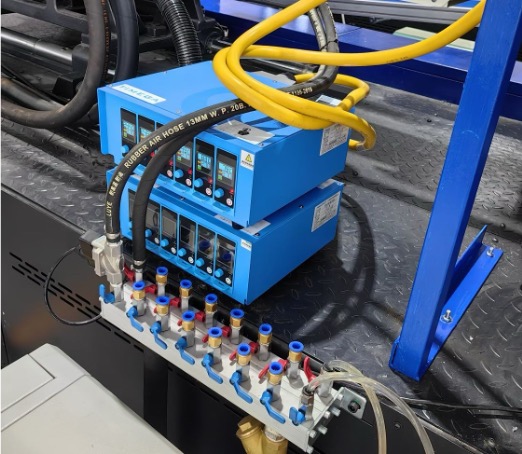
Leak prevention in external heating systems: A method involves screw-threaded connections between nozzles and runner plates.
230V heating systems to minimize effects on melt temperature: Improved microprocessor-controlled regulators with optimized self-regulation have been integrated into injection molding machine control systems. An alternative approach involves using heat pipes to balance temperature differences or employing fluid-filled pipes.
New materials with enhanced thermal conductivity and high mechanical strength at high temperatures: These reduce temperature gradients during high-temperature nozzle operations and enable processing of wear-resistant and corrosion-resistant plastics. The use of sintered molybdenum has shown notable improvements.
New thermal and thermal-chemical treatments: These improve wear resistance of nozzles at high temperatures. Innovations like ion implantation for sintered molybdenum or silicon carbide coatings on beryllium copper parts have been introduced.
Eliminating melt retention in runner plate channels: Solutions include dividing runner plates into sections, machining channels, and reassembling via diffusion welding. Large-radius tubular runner plates can also reduce melt stagnation.
Miniaturizing nozzles: Micro-nozzles now require miniature heating elements. For instance, 10mm-diameter nozzles operating at 230V are already being produced by certain manufacturers.
Reducing energy consumption and thermal loss in external heating systems: New materials like titanium alloys and reflective aluminum foil insulation are employed. In some cases, redesigning runner plate concepts is necessary to further minimize energy radiation.
Standardization of heater and thermocouple connection systems: Examples include plug-and-socket designs allowing systems from one manufacturer to connect to control boxes produced by another.
Simplifying installation and removal of hot runner system molds: Significant improvements are needed here. Runner plates with threaded nozzles form integrated units, especially if they can be removed as a single assembly along with cables from the mold.
Wider use of 3D computing methods: Spatial simulation of melt behavior during flow enables better design of complex cavities within molds.
Adoption of CAD samples and selection programs for hot runner components: These tools aid in optimizing choices for nozzles, runners, and gates.
Conclusion
Users are deepening their engagement with complex technical challenges and establishing closed-loop cooperation mechanisms with hot runner system manufacturers. Collaboration with experts, combined with computer-aided design verification, reduces costs and defects in the development of complex molds. This synergy drives innovation while addressing the industry’s evolving demands.
Functions of Hot Runner Temperature Controller
Primary role of a hot runner temperature controller

Regulate and stabilize the temperature of the hot runner system, ensuring it remains at the set temperature. Only with a stable temperature can the injection-molded products maintain consistent quality.
First, let’s discuss the common issues encountered during the use of a hot runner temperature controller:
Input Power Supply Failure
Most hot runner temperature controllers operate on a three-phase four-wire 380V power supply, which requires a neutral wire. In practice, many users encounter problems such as missing neutral wires, broken neutral lines, or incorrect wiring between live and neutral wires. In such cases, the internal temperature control unit of the controller may fail to receive a stable AC 220V power supply. If the actual voltage exceeds AC 220V, the internal control unit may be damaged. Therefore, the temperature controller must be able to withstand 380V voltage and provide an alarm alert when such a fault occurs.
Heater Short-Circuit Fault
Short-circuit faults frequently occur during the operation of a hot runner temperature controller, mainly due to heater aging or damaged insulation causing wire-to-wire shorts. When a short circuit happens, the circuit experiences a significant current surge. The temperature controller must be able to withstand this surge without sustaining damage.
Incorrect Connection of Thermocouple and Heater
Due to variations in the heavy-duty plug configurations used by different hot runner system manufacturers, users often face mismatches between the temperature controller’s output and the hot runner system’s input. If the connection is made without verifying compatibility, the temperature controller may burn out the thermocouple. To prevent this, the temperature controller must have an automatic identification function to distinguish between heaters and thermocouples. If a misconnection is detected, the controller should trigger protection mechanisms to prevent thermocouple damage.
Conclusion
To address the three faults mentioned above, a hot runner temperature controller must have the following three essential functions:- 380V Overvoltage Protection
- Heater Short-Circuit Protection
- Thermocouple and Heater Misconnection Detection
What functions should an excellent hot runner temperature controller have

A high-quality hot runner temperature control box is a key device to ensure the stable operation of the hot runner system. Its functional design needs to take into account multiple requirements such as precision, safety, convenience, and compatibility. The following explanation is provided from the dimensions of core functions, auxiliary functions, and extended features:
High-precision temperature control function
1. Precise temperature control and stable output
Many users are concerned about the control accuracy of the temperature control box and may request a control accuracy of ±0.5℃ or even ±0.1℃. However, in actual use, it is known that plastics are amorphous and do not have a fixed melting point. As long as the temperature control accuracy meets the process requirements of the hot runner system, it is sufficient. Considering the current hot runner processing technology and the system consistency of the final product of the hot runner system, it is already very excellent for the hot runner temperature control box to control the temperature accuracy within ±1℃. The claim of ±0.1℃ control accuracy is purely that of an outsider. Currently, there are very few industrial temperature control devices in the world that can achieve a temperature range of 0-500℃ and a control accuracy of ±0.1℃. In addition, the current hot runner temperature control system mainly uses thermocouples to measure temperature. Considering the working characteristics of thermocouples and the variable temperature environment in the injection molding workshop, it is basically impossible to achieve a temperature control accuracy of ±0.1℃.
2. Multi-channel independent control
Supports 8, 16, 32 and other multi-channel temperature control (selectable according to requirements), each channel can independently set temperature, heating power and alarm threshold, meeting the zonal temperature control requirements of complex hot runner systems (such as multi-cavity molds).
The channels are designed with electrical isolation to avoid mutual interference and improve system stability.
Safety protection and fault diagnosis function
1. Multiple safety protection mechanisms
- Over-temperature protection: When the actual temperature exceeds the set value (such as 10℃ or more), the heating power is automatically cut off and an audible and visual alarm is issued to prevent the heating element from burning out or the plastic melt from carbonizing.
- Open-circuit protection: Real-time monitoring of the connection status of the thermocouple (temperature sensor). If a disconnection or poor contact occurs, heating is immediately stopped and the faulty channel is indicated to avoid "false temperature" causing production accidents.
- Overload protection: Built-in circuit breaker and overload protector. When a short circuit or other abnormal current occurs in the circuit, the power is quickly cut off to ensure the safety of the equipment and personnel.
- Fanless normal operation design: The injection molding workshop environment is harsh, and equipment maintenance frequency is low. The cooling fan of the hot runner temperature control box often fails. Therefore, the temperature control box must be able to work in high-temperature environments without equipment failure due to high temperatures, affecting production.
2. Intelligent fault diagnosis and alarm
- Real-time fault display: Through the display screen (such as LCD or touch screen), various control information such as temperature, voltage, power, current, and other fault types (such as over-temperature, open-circuit, heating out of control, etc.) and corresponding channels are displayed intuitively, facilitating quick problem location. In today's information age, using a few LED digital tubes to display alarm information is far from enough. It will greatly affect the production efficiency of injection molding factories.
- Diversified alarm methods: Supports audible and visual alarms (beeper + indicator light), screen pop-up prompts. Some high-end models can transmit alarm information to the PLC or upper computer system through interfaces such as RS485 to achieve remote monitoring.
Convenient operation and humanized design
1. Intuitive human-machine interaction interface
- Graphical display screen: Equipped with a large-sized color touch screen or digital display screen, supporting real-time display of temperature curves, parameter setting (such as temperature, heating time, power percentage), and historical data query.
- Menu-based operation: Simple interface layout, supporting password permission management (distinguishing between administrator and operator permissions) to prevent unauthorized personnel from mistakenly modifying parameters.
2.Flexible parameter setting and storage
- Multiple recipe storage: It can store more than 10 sets of temperature control parameters for different products (such as temperature setting values corresponding to different molds). When changing products, one-click call can be made to reduce debugging time.
- Manual / automatic mode switching: It supports manual adjustment of heating power (suitable for the debugging stage) and automatic PID control (production stage) to meet the needs of different scenarios.
3. Convenient maintenance and debugging functions
- Self-diagnostic test: It supports self-check at startup (checking the circuits and sensor connections of each channel), and some models can manually trigger heating output test, which is convenient for maintenance personnel to troubleshoot hardware faults.
- USB or serial port data export: Temperature data and fault records can be exported to a USB drive or computer for production traceability or data analysis.
High-efficiency energy-saving and compatibility design
1. Energy-saving optimization function
- Intelligent power regulation: Automatically adjust the heating power according to the temperature deviation (such as full power heating at low temperature and gradually reducing the power as the set temperature is approached), reducing energy waste.
- Standby sleep mode: A standby temperature can be set during non-production periods to keep the system in a preheated state while reducing energy consumption.
2. Wide compatibility and expandability
- Compatible with multiple heating elements: Supports various thermocouples (such as J-type, K-type, etc.)
- Communication interface expansion: Standard interfaces include RS485, USB, Ethernet (such as Modbus, TCP/IP protocols), etc., which can be integrated with injection molding machine control systems and MES systems to achieve automated production and remote monitoring.
- Modular design: Some temperature control boxes adopt a modular structure, allowing the number of channels to be increased or decreased according to needs, or faulty modules to be replaced, reducing maintenance costs.
Other auxiliary functions
1. Temperature curve recording and analysis
Real-time recording of temperature change curves for each channel, supporting historical data query (such as temperature fluctuation records for the past 7 days or 1 month), facilitating analysis of production stability or optimization of process parameters.
2. Anti-interference design
- Internal circuits adopt EMC (electromagnetic compatibility) design to reduce the impact of external electromagnetic interference on temperature control accuracy and avoid interference from the equipment itself to other electronic devices.
3. Environmental adaptability
- Capable of wide temperature operation (such as -10°C to 60°C), adapting to temperature fluctuations in factory workshops. Some models also support moisture-proof and dust-proof designs (such as IP54 protection level), extending the equipment's service life.
Analysis Of Thermocouple Principles
Working principle of thermocouples
Thermocouples operate based on voltage signals rather than resistance signals

Correct conclusion:
A thermocouple with a normal resistance value is not necessarily a thermocouple that can work properly, but a thermocouple with an abnormal resistance value is definitely a damaged thermocouple.
Many people think:
Use the resistance range of a multimeter to test the thermocouple to determine its quality.
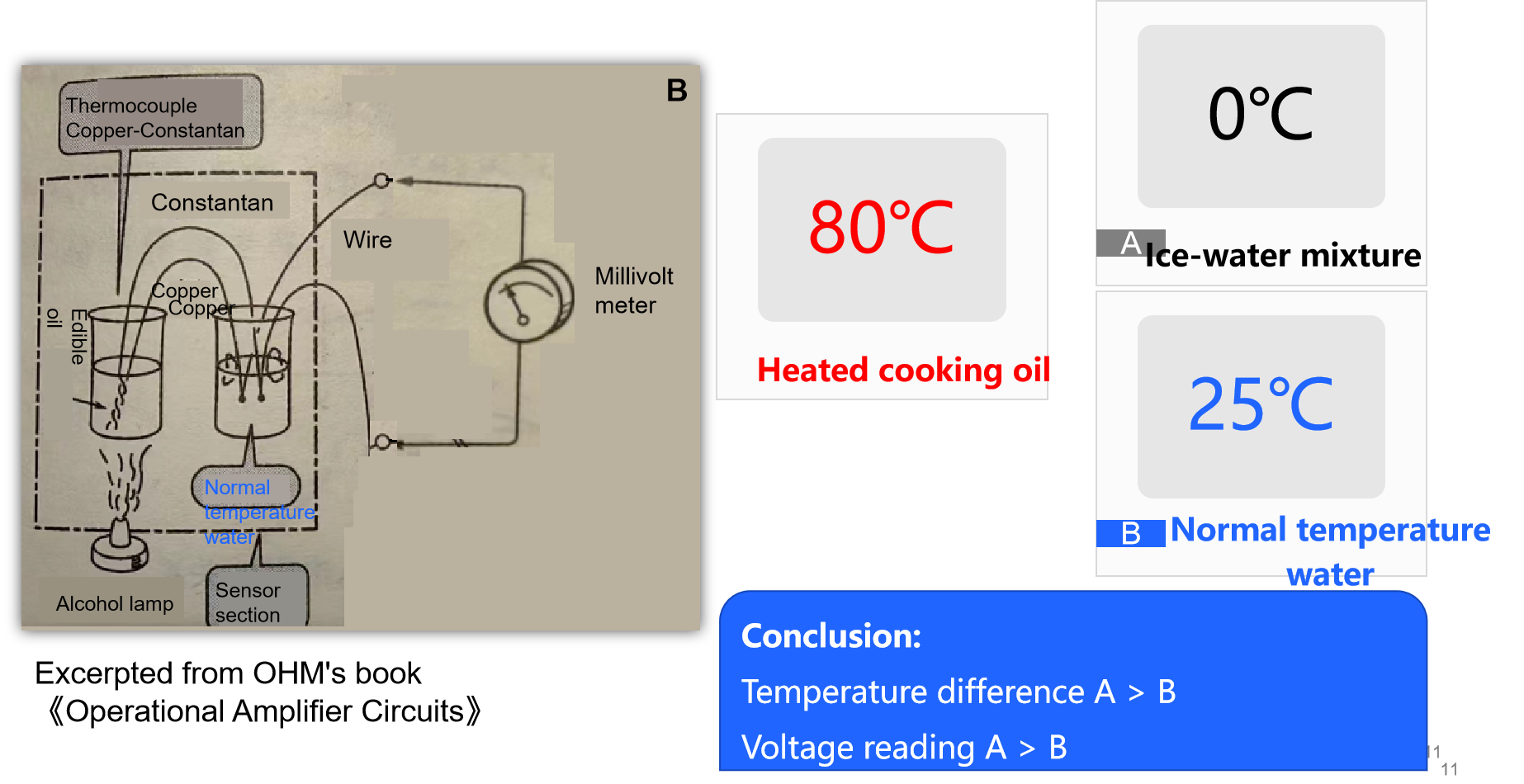
Thermocouple: It is a sensor that converts temperature changes into electrical signals.
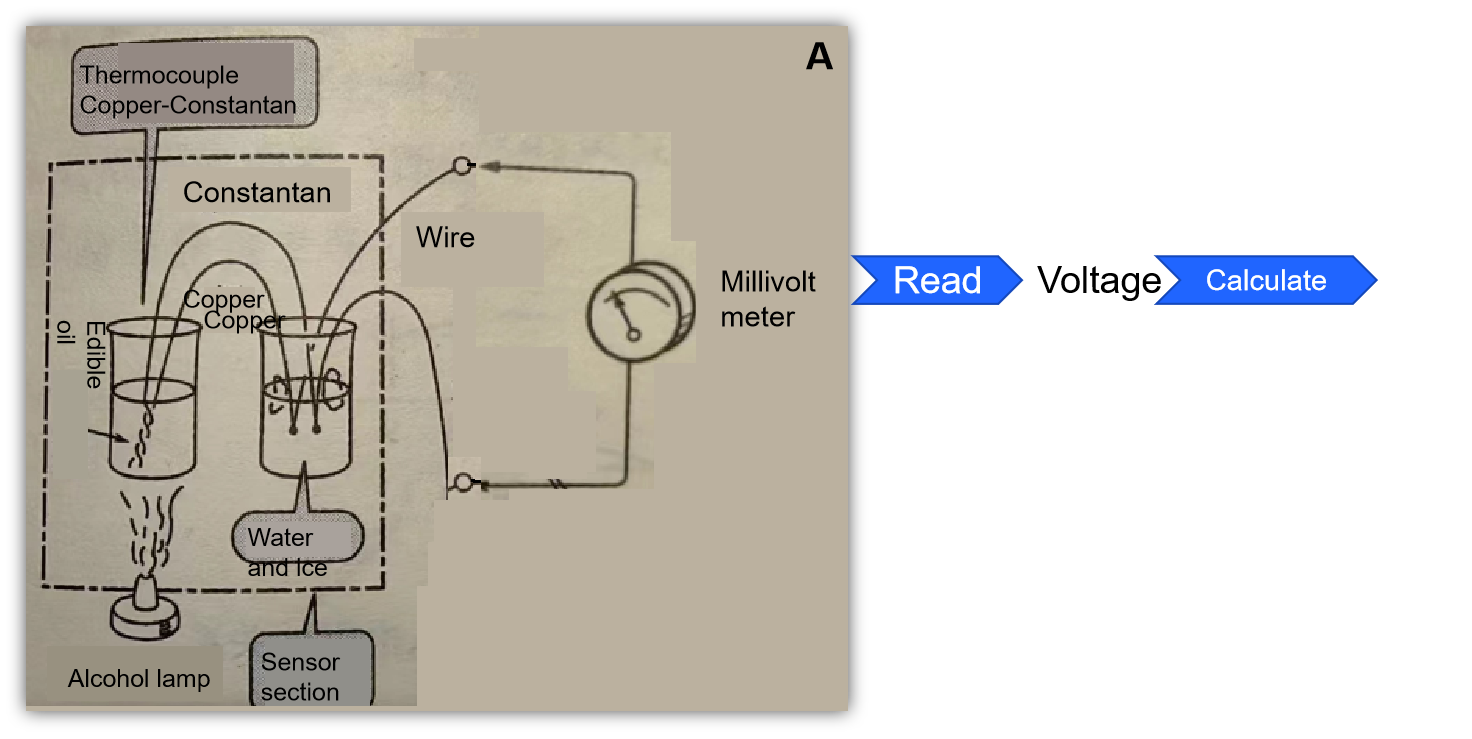
The temperature made using the Seebeck effect
The sensor is called a "thermocouple".
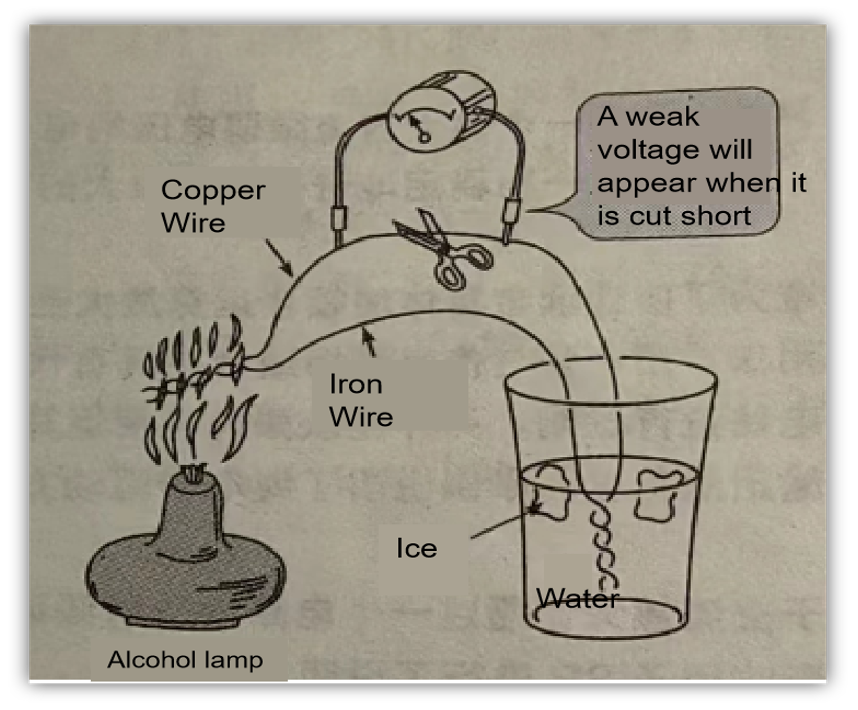
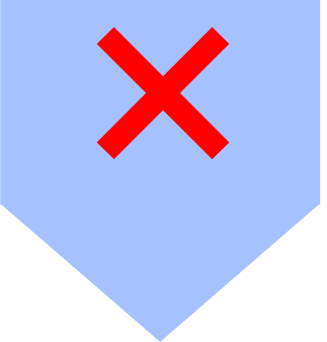
Seebeck effect: When two different metal wires are connected, a temperature difference is created at both ends of the connection, resulting in the generation of voltage.
①
Two different metals
②
There is a temperature difference
Working diagram of thermocouple measuring instrument
Illustration of the temperature measurement principle of thermocouples
Suppose the ice-water mixture is replaced with normal-temperature water. What would be the result of the voltage?
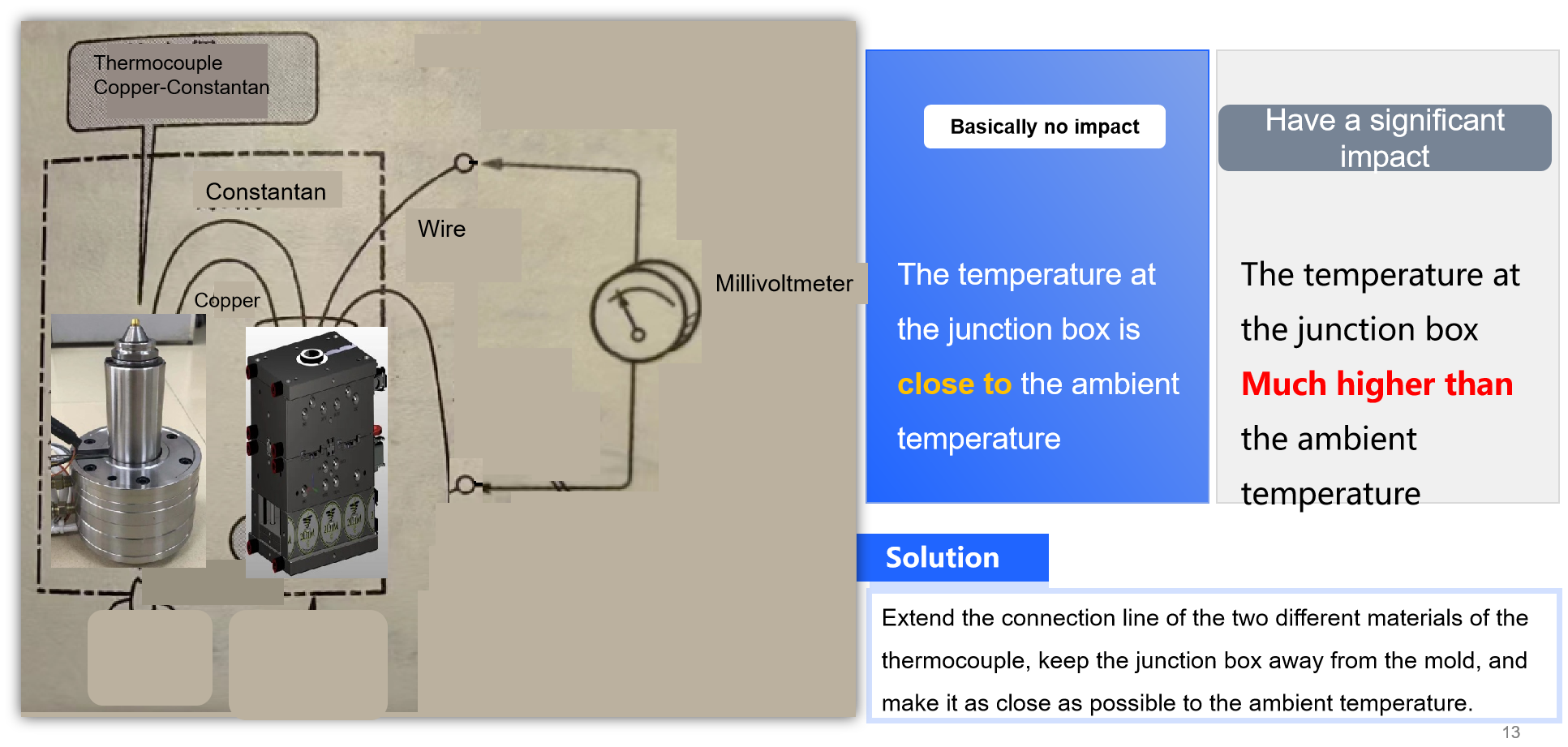
Hot runner analogy
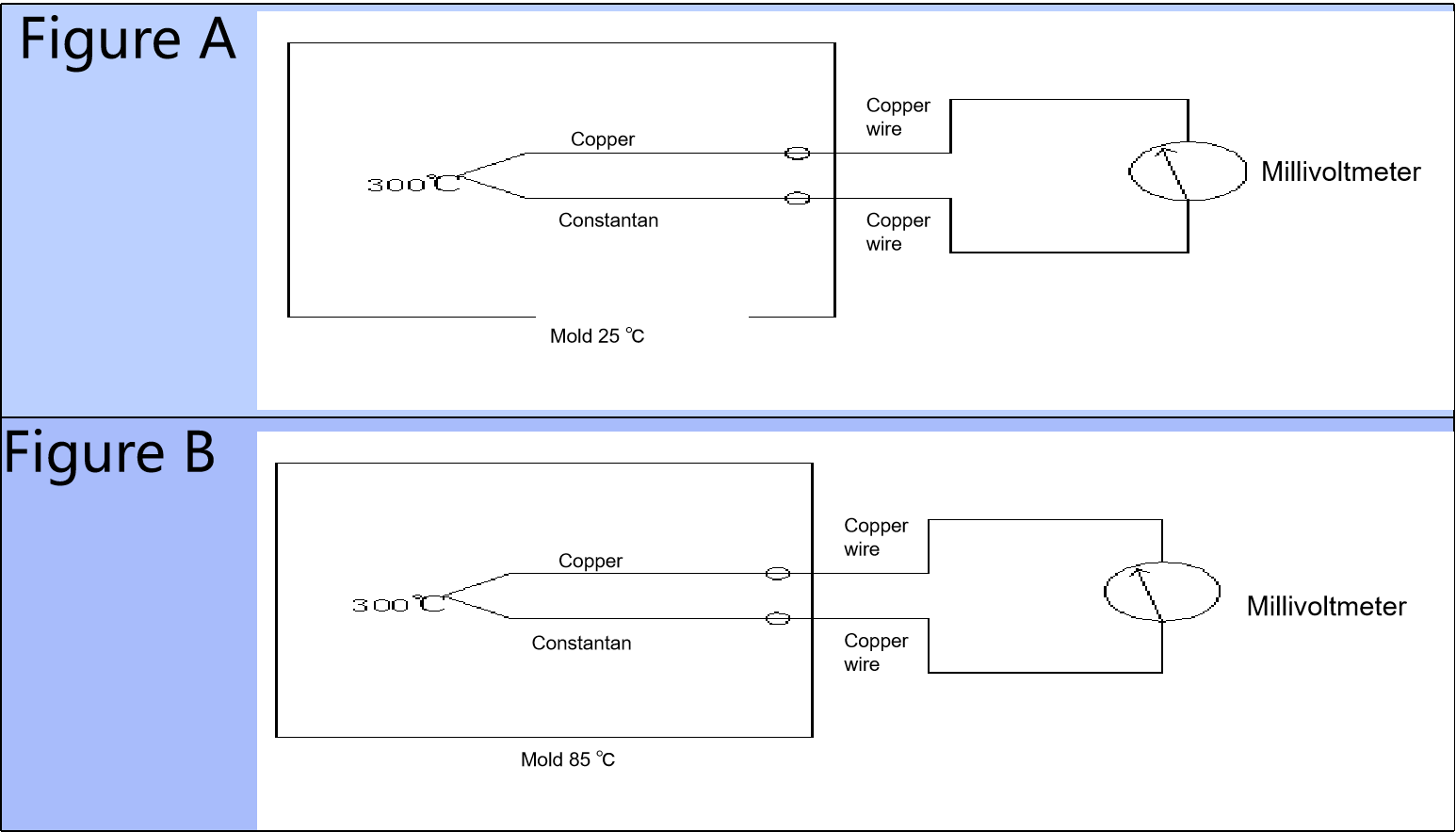
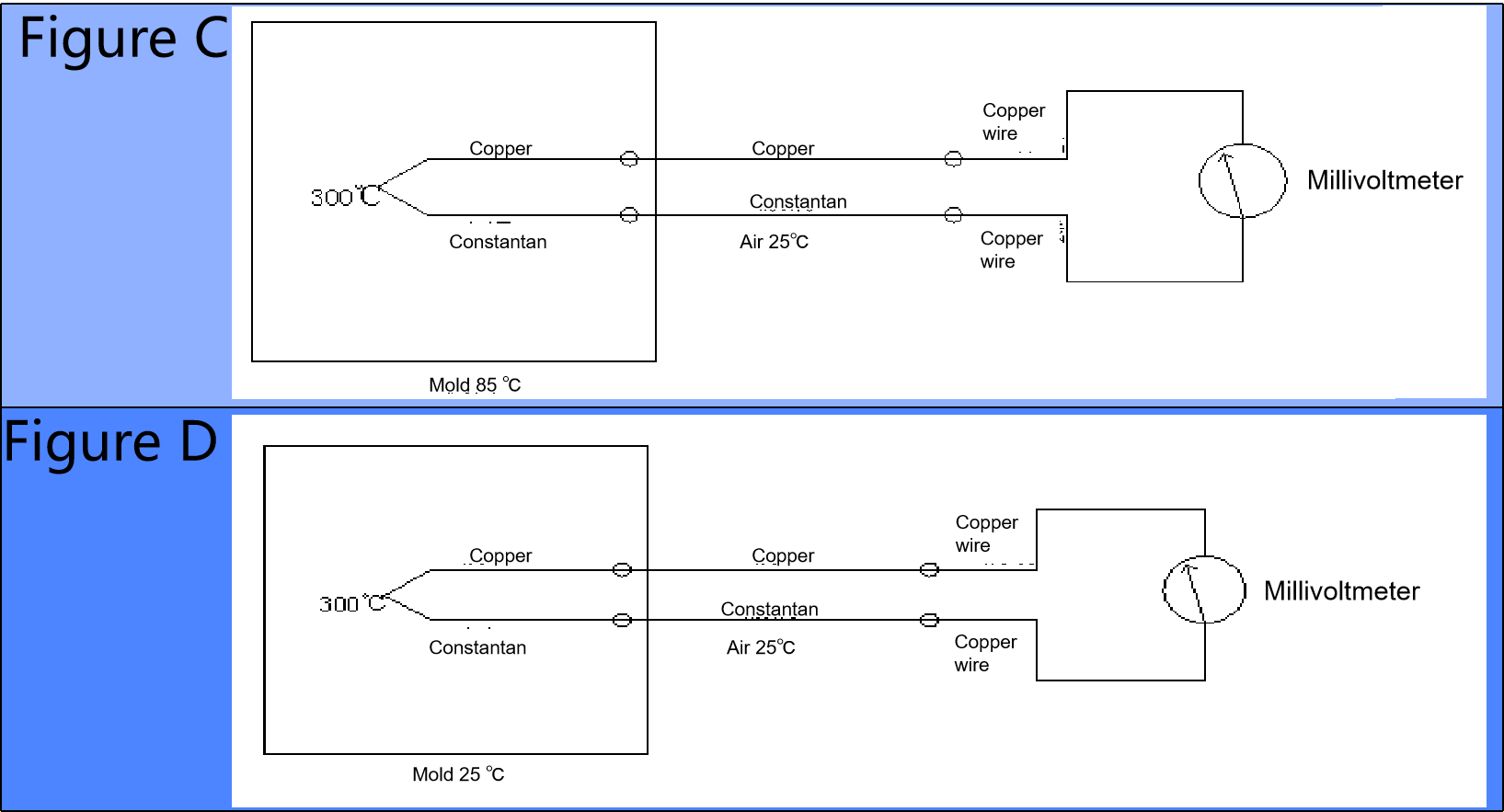
Think: Sort the signal sizes of the millivoltmeter in the following four figures
Our Company Excelled at CHINAPLAS 2025 International Rubber & Plastics Exhibition, Achieving Remarkable Success

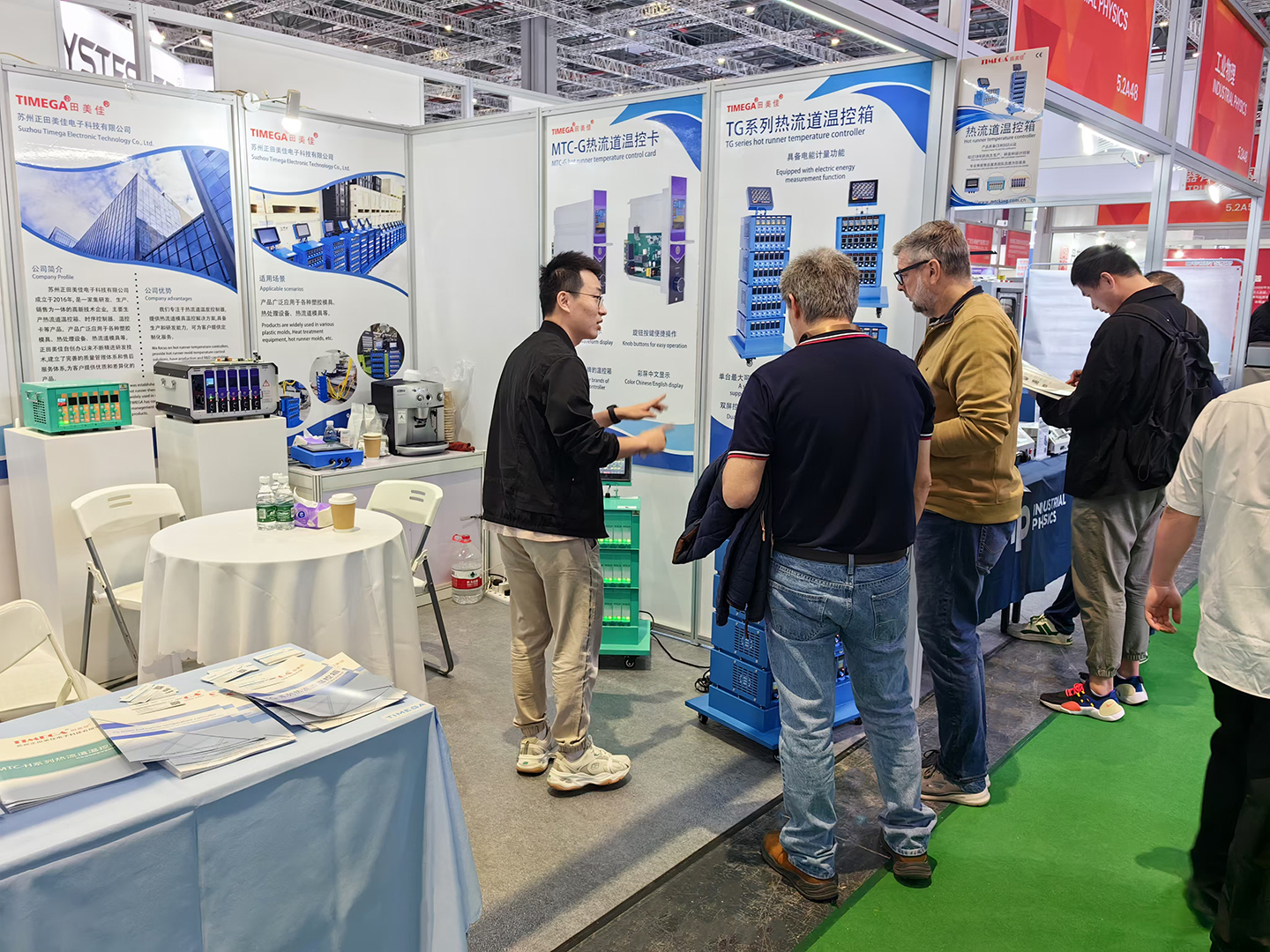
From April 15 to 18, 2025, the highly anticipated "CHINAPLAS 2025 International Rubber & Plastics Exhibition" was held grandly at the Shenzhen World Exhibition & Convention Center. Themed "Innovation · Collaboration · Co-creating Sustainability", this landmark event—a premier showcase of cutting-edge plastics and rubber technologies in Asia—drew global buyers and industry leaders. Our company actively participated in the event and delivered exceptional results.
During the exhibition, our meticulously designed booth attracted significant attention from visitors. Highlighting our self-developed range of hot runner temperature controller , hot runner temperature control cards, and sequence controllers, we showcased products that stood out for their superior performance, innovative design, and deep commitment to sustainable development practices among numerous exhibits. These products became focal points at our booth, drawing crowds of professionals who stopped to inquire and engage.
During the four-day exhibition, our booth was bustling with visitors. We engaged in in-depth and productive exchanges with attendees from many countries and regions around the world. From industry giants in developed countries in Europe and America to promising enterprises in emerging markets in Asia and Africa, there was significant interest in our company's products. Through on-site product demonstrations, technical presentations, and one-on-one business negotiations, we not only showcased our technological capabilities and innovative achievements in the hot runner temperature control field to the world but also reached preliminary cooperation intentions with several internationally renowned companies.

Working Principle of Hot Runner Temperature Controller
In a hot runner system, the hot runner temperature controller is responsible for precisely controlling the melt temperature to ensure the quality of injection-molded products. The stability of its temperature control directly affects the final product's quality. Below, we will detail the working principle of the hot runner temperature controller and its key components.
Hot Runner Temperature Controller

Key Components
1. Heater
Hot runner systems typically use electric heaters, which offer advantages such as small size, fast heating speed, and lower cost compared to oil heaters. Common electric heaters operate at voltages between 200-240V, while some hot runner companies also use low-voltage heaters.
2. Temperature Sensor
Temperature sensors are crucial for ensuring accurate temperature measurement. Common types include resistance temperature detectors (RTDs) and thermocouples. Due to the limited temperature range of RTDs (usually not exceeding 250°C), hot runner systems generally prefer thermocouples, which have a wider temperature range.
3. Temperature Controller
Given the high temperature control requirements and harsh working environment of hot runner systems, specialized hot runner temperature controllers are used instead of conventional temperature control instruments. For ease of replacement and maintenance, these controllers often feature a plug-in design, known as hot runner temperature control cards. These control cards are powerful and easy to maintain.
Work Process
The work process of the hot runner temperature controller is as follows:
- Signal Acquisition: The hot runner temperature control card periodically collects temperature signals from the thermocouple sensor and calculates the current actual temperature of the hot runner system.
- Temperature Comparison: The CPU compares the actual temperature with the preset target temperature, performs control calculations, and determines the power required for the heater.
- Power Adjustment: By adjusting the power output of the heater, the system achieves precise temperature control, ensuring that the temperature remains within the set range.
Through this method, the hot runner temperature controller continuously monitors and regulates the temperature, maintaining the melt temperature in the optimal state during the injection molding process. This results in improved production efficiency and product quality.
2024 China Asia-Pacific Plastics and Rubber Exhibition

On April 23, 2024, our company participated in the China Asia-Pacific Plastics and Rubber Exhibition. The exhibition was highly successful and received recognition from many customers.
What is a hot runner system?

The hot runner technology was introduced into the plastics industry more than 50 years ago. It has revolutionized the processing capabilities of injection molding by improving the quality of molded parts, enhancing operational efficiency, reducing waste, and saving costs. The main advantages of hot runner technology:
- Provide high-quality parts for various applications.
- Prevent overfilling or under-filling of parts.
- No sink marks or flash formation on the mold components.
- Improve production efficiency.
- Reduce resin waste.
- Shorten the cycle time.
- Offer flexible design and provide customized solutions.
How does a hot runner injection molding system work?
Unlike the gate and runner system used in a cold runner system, the hot runner injects the plastic directly into the cavity. One of the greatest advantages of the hot runner system is that the plastic in the runner never solidifies. This reduces the cycle time and allows for faster processing. Another advantage of this system is the reduction of plastic waste, as the material does not harden until the mold is filled. Since there is no gate system, the amount of trimming work required to make the surface of the final product smooth is greatly reduced. The hot runner operates through an additional runner plate, which is fixed to the mold assembly.