In the development of the plastics processing industry, hot runner technology continues to grow robustly.
The industrial sector will face the following demands
Enhance the potential to eliminate failures in the use of hot runner systems, particularly in new molding processes that incorporate hot runner technology (e.g., decorative panels, gas-assisted injection molding), enabling easier processing of new engineering plastics;
Reduce manufacturing costs by requiring full automation, reliability, shorter lead times, and increased production output.Recent advancements in material technology, heating systems, and automated control are being applied. However, it is insufficient for only specialized companies to address these challenges. The results are evident not only in the quality and reliability of hot runner system components but also in price-performance ratios that increasingly favor effectiveness.
Despite these advancements, hot runner systems remain sensitive equipment requiring skilled operation and maintenance. They have inherent limitations and drawbacks. Hot runner technology is continually evolving to mitigate these shortcomings.
Key Development Areas for Hot Runner Systems
Faced with industry demands, the following advancements are critical:
Leak prevention in external heating systems: A method involves screw-threaded connections between nozzles and runner plates.
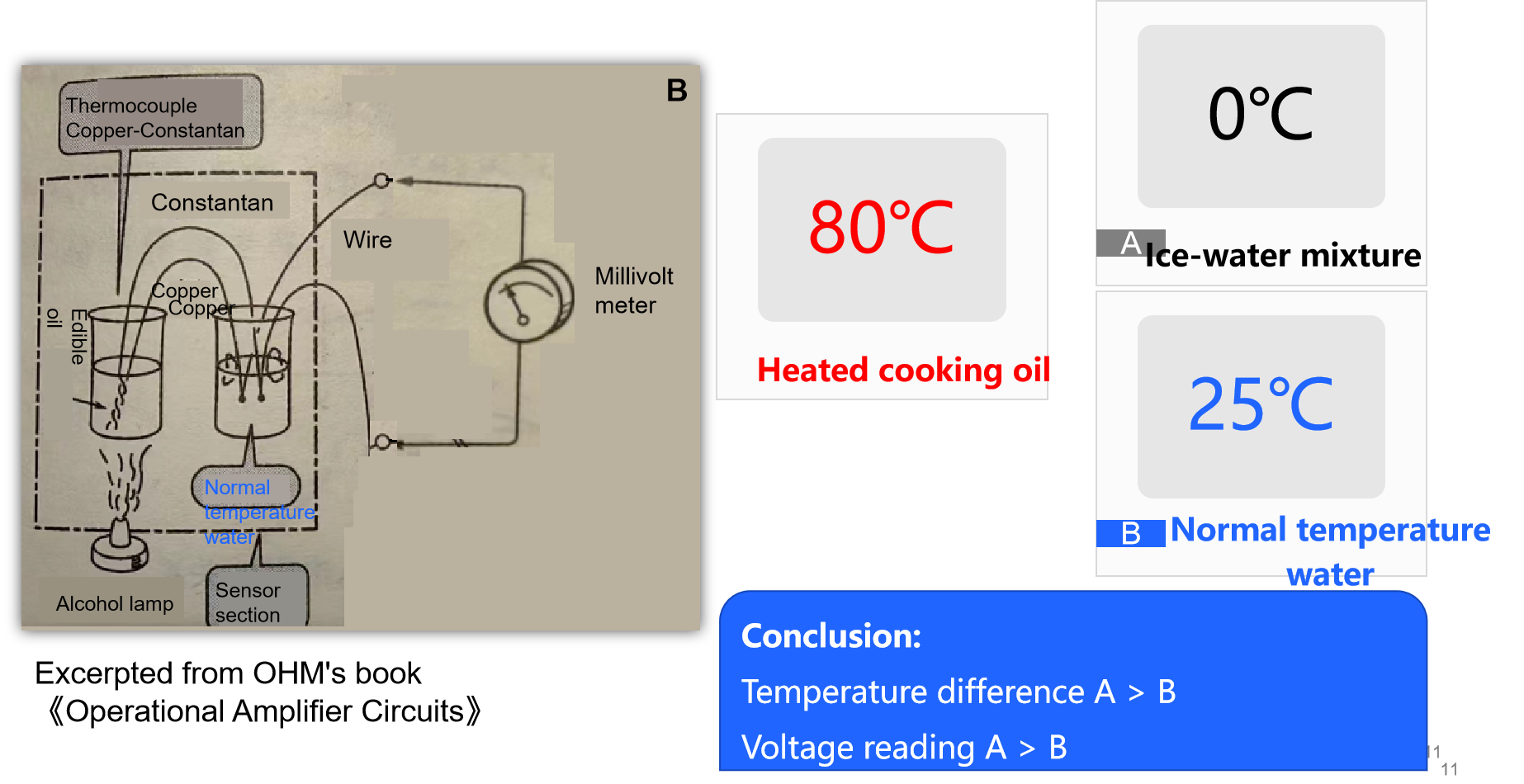
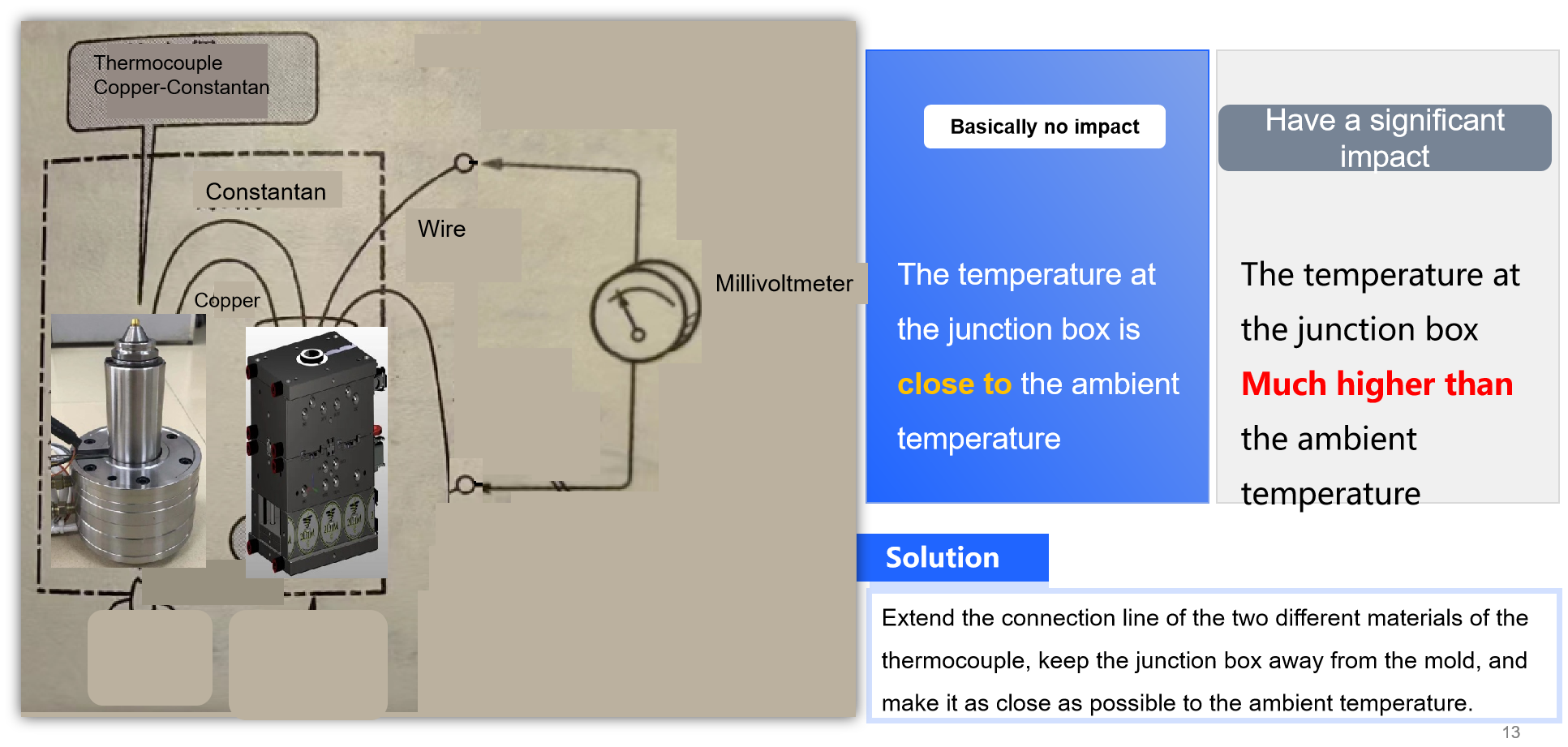
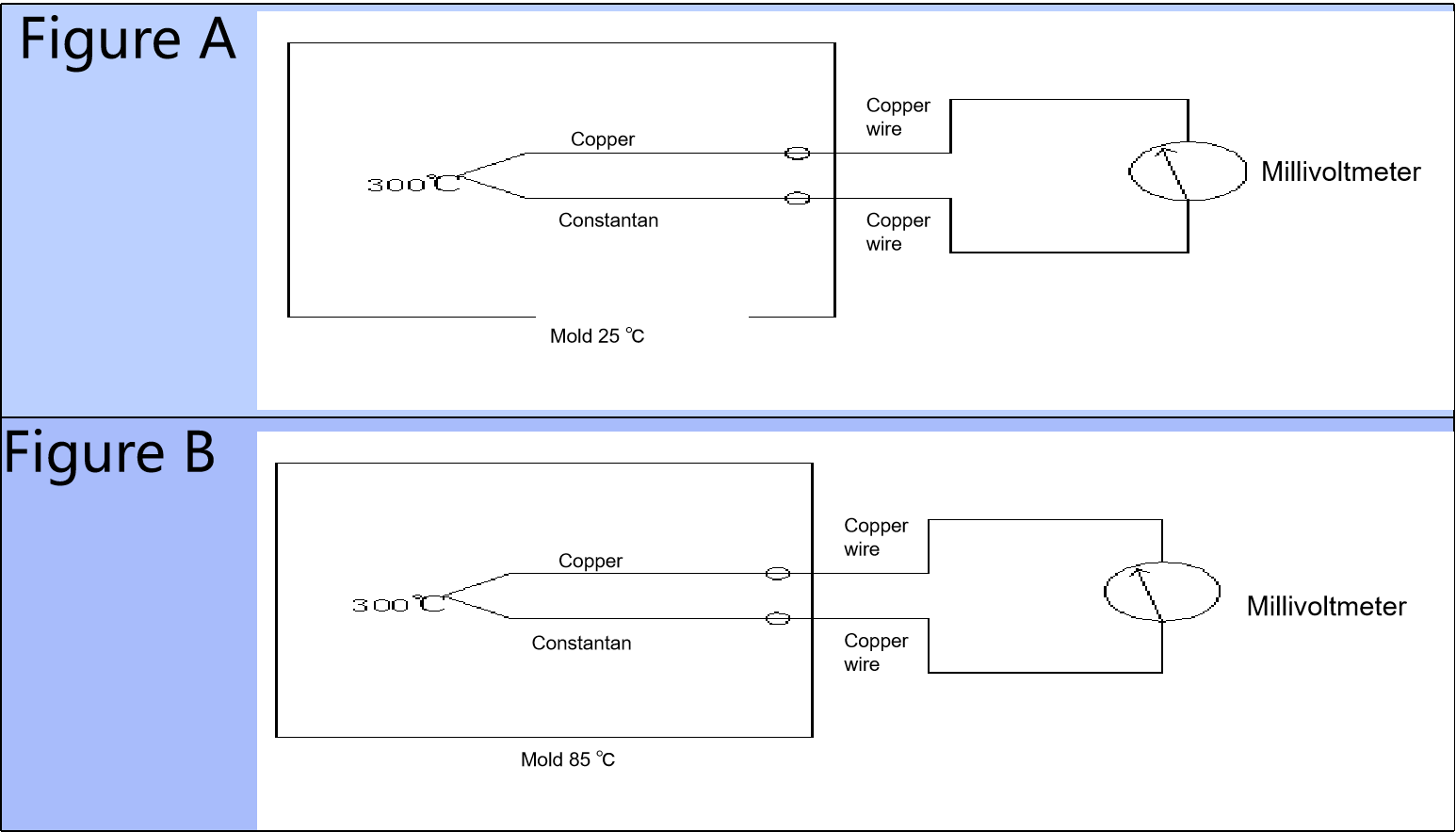
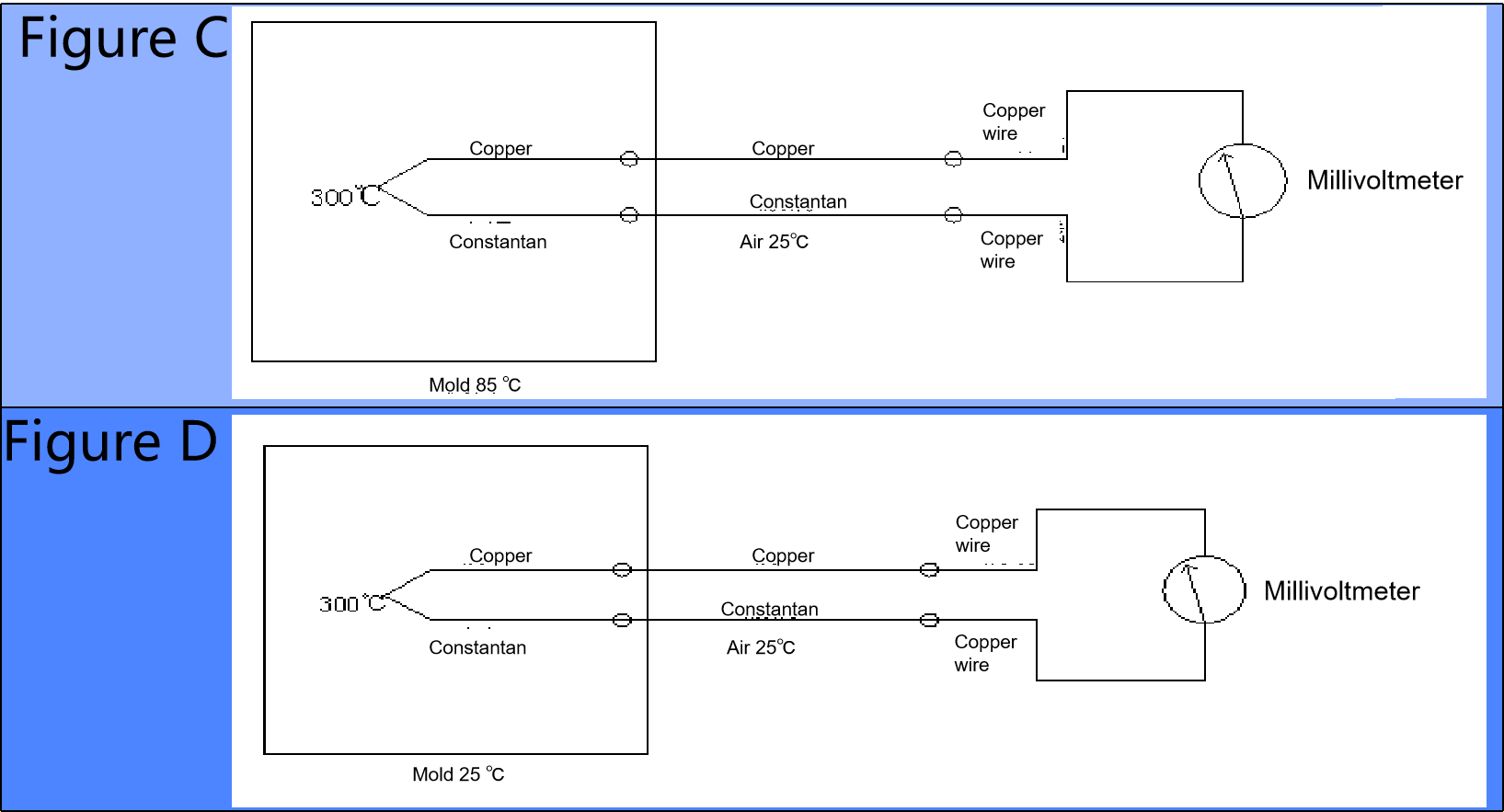
230V heating systems to minimize effects on melt temperature: Improved microprocessor-controlled regulators with optimized self-regulation have been integrated into injection molding machine control systems. An alternative approach involves using heat pipes to balance temperature differences or employing fluid-filled pipes.
New materials with enhanced thermal conductivity and high mechanical strength at high temperatures: These reduce temperature gradients during high-temperature nozzle operations and enable processing of wear-resistant and corrosion-resistant plastics. The use of sintered molybdenum has shown notable improvements.
New thermal and thermal-chemical treatments: These improve wear resistance of nozzles at high temperatures. Innovations like ion implantation for sintered molybdenum or silicon carbide coatings on beryllium copper parts have been introduced.
Eliminating melt retention in runner plate channels: Solutions include dividing runner plates into sections, machining channels, and reassembling via diffusion welding. Large-radius tubular runner plates can also reduce melt stagnation.
Miniaturizing nozzles: Micro-nozzles now require miniature heating elements. For instance, 10mm-diameter nozzles operating at 230V are already being produced by certain manufacturers.
Reducing energy consumption and thermal loss in external heating systems: New materials like titanium alloys and reflective aluminum foil insulation are employed. In some cases, redesigning runner plate concepts is necessary to further minimize energy radiation.
Standardization of heater and thermocouple connection systems: Examples include plug-and-socket designs allowing systems from one manufacturer to connect to control boxes produced by another.
Simplifying installation and removal of hot runner system molds: Significant improvements are needed here. Runner plates with threaded nozzles form integrated units, especially if they can be removed as a single assembly along with cables from the mold.
Wider use of 3D computing methods: Spatial simulation of melt behavior during flow enables better design of complex cavities within molds.
Adoption of CAD samples and selection programs for hot runner components: These tools aid in optimizing choices for nozzles, runners, and gates.
Conclusion
Users are deepening their engagement with complex technical challenges and establishing closed-loop cooperation mechanisms with hot runner system manufacturers. Collaboration with experts, combined with computer-aided design verification, reduces costs and defects in the development of complex molds. This synergy drives innovation while addressing the industry’s evolving demands.